
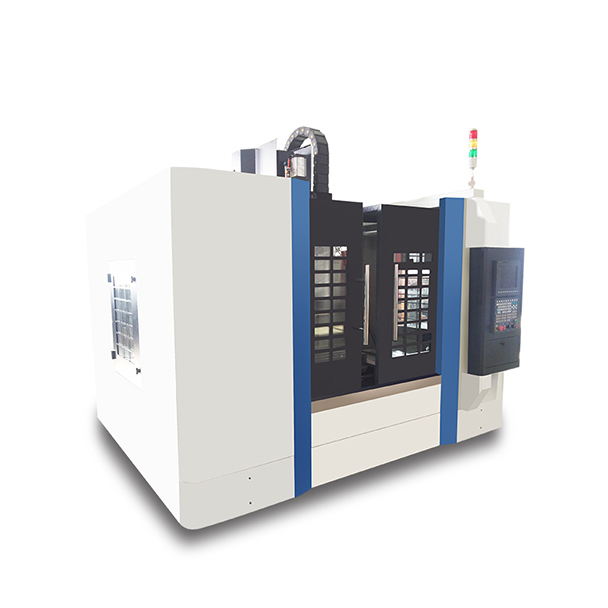


vmc1060 fabriko metalo 3 akso vertikala cnc frezmaŝino centro
Avantaĝo
1. Laŭvola CNC-turntabulo povas formi kvar-aksan kaj kvin-aksan koordinatan prilaboradon.
2. Laŭvola aŭtomata blato foriga aparato, kun la lita strukturo por certigi la internan purecon;laŭvola ŝpinila oleo malvarmigo, ktp.
3. La casting spertas du maljuniĝajn traktadojn por forigi restan streĉon en la materialo.
4. X, Y, Z-direktaj gvidiloj povas elekti la pezajn liniajn pilkajn gvidilojn de Tajvano, kiuj havas la karakterizaĵojn de rapida rapideco, alta rigideco, ktp.

Specifo
| Ero | VMC1060 | ||||
| Grandeco de labortablo (longo × larĝo) mm | 1300×600 | ||||
| T fendo (mm) | 5-18×100 | ||||
| Maksimuma ŝarĝa pezo sur labortablo (KG) | 650 | ||||
| Vojaĝo de X-akso (mm) | 1000 | ||||
| Vojaĝo de Y-akso (mm) | 600 | ||||
| Vojaĝo de Z-akso (mm) | 600 | ||||
| Distanco inter spindelnazo kaj tablo (mm) | 100-700 | ||||
| Distanco inter spindelcentro kaj kolono (mm) | 667 | ||||
| Spindelo mallarĝa | BT40/50 | ||||
| Maks.spindelrapideco (rpm) | 8000/10000/12000 | ||||
| Ŝpinila motorpotenco (Kw) | 11/15 | ||||
| Rapida nutra rapideco: X, Y, Z-akso (m/min) | 16/16/16 (24/24//24 ekskursolinia gvidvojo) | ||||
| Rapida tranĉa rapido (m/min) | 10 | ||||
| Pozicia precizeco (mm) | ± 0,005 | ||||
| Ripeta pozicia precizeco (mm) | ± 0,003 | ||||
| Tipo de aŭtomata ilo-ŝanĝilo | Ŝanĝilo de 16 iloj kap-tipa (laŭvola ŝanĝilo de aŭtomata ilo de 24 brakoj) | ||||
| Maks.illongo (mm) | 300 | ||||
| Maks.Diametro de ilo | Φ80 (apuda ilo)/φ150 (ne apuda ilo) | ||||
| Maksimuma pezo de ilo (KG) | 8 | ||||
| Tempo ŝanĝanta ilo (ilo-al-ilo) sek | 7 | ||||
| Aera premo (Mpa) | 0.6 | ||||
| Maŝina pezo (KG) | 7500 | ||||
| Totala grandeco (mm) | 3340*2800*2700 | ||||
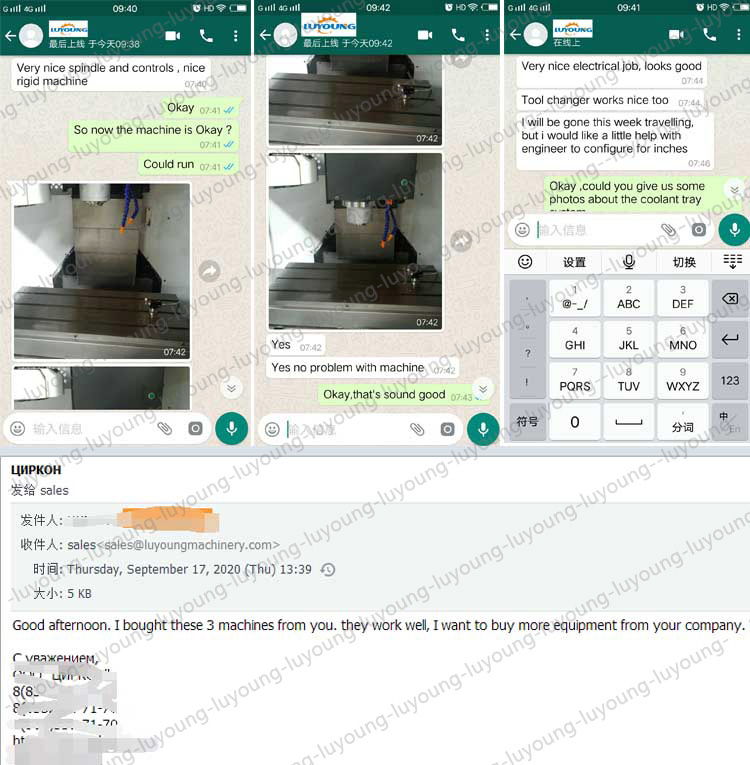
Kial elekti nin
Ni ricevas multajn bonajn komentojn de klientoj, ekzemple:
Tre Bela spindelo kaj kontroloj, bela rigida maŝino.Tre bela elektra laboro, aspektas bone.
Iloŝanĝilo ankaŭ bone funkcias.
Mi aĉetis de vi 3 maŝinojn.Ili bone funkcias, mi volas aĉeti pli da ekipaĵo de via kompanio.
Maŝina testado
1. La detekto de linia moviĝo poziciiga precizeco devas esti farita sub senŝarĝaj kondiĉoj, kaj lasera mezurado regos.
2. Ripeta poziciiga precizeco detekto de lineara moviĝo, la instrumento uzata por detekto estas la sama kiel tiu uzata por detekti poziciigi precizecon.
3. Detekto de la revena precizeco de la origino de lineara moviĝo.
4. Inversa eraro-detekto de lineara moviĝo estas mezurita plurfoje (ĝenerale 7 fojojn) ĉe tri pozicioj proksime de la mezpunkto kaj ambaŭ finoj de la streko, kaj la averaĝa valoro de ĉiu pozicio estas kalkulita, kaj la maksimuma valoro de la averaĝa valoro akirita estas la inversa Erara valoro.






