


C6140/C6240 breĉo lito metala centro tornilo maŝino
Specifo
| Modelo | C6 1/2 40C | ||
| Kapacito de procesado | Maksimuma svinga diametro super lito | 400 | |
| Max.swing super kruca glitado | 230 | ||
| Maksimuma turnanta diametro ĉe la selo Maksimuma turnanta diametro ĉe la selo
| 560 | ||
| Centra distanco | 750,1000,1500 | ||
| Larĝo de lito | 360mm | ||
| Spindelo | Spindlebo | Φ52/80mm | |
| Spindle nose | C6 | ||
| Spindelo mallarĝa | MT6 | ||
| Gamo de rapidoj de spindelo(Paŝoj) | 40-1400 (9 paŝoj) | ||
| Nutrado | Metrikaj fadenoj(Numero) | 0,25-14 mm (19 specoj) | |
| Colfadenos(Numero) | 2-40/colo | ||
| Modula fadenos(Numero) | 0,25-3,5 mπ (11 specoj) | ||
| Kaleŝo | Krucglita streko
Krucglita streko
| 180mm | 222 mm |
| Ilo ripozstreko Malgranda ilo ripozstreko
Malgranda ilo ripozstreko
Malgranda ilo ripozstreko
Malgranda ilo ripozstreko
Malgranda ilo ripozstreko
Malgranda ilo ripozstreko
Malgranda ilo ripozstreko
| 95mm | ||
| sekcia dimensio
| 20 x 20 mm² | ||
| Konkludo | Malstreĉaĵo de la maniko de la kontraŭkruĉo | MT4 | |
| Diametro de la maniko de la contrapunto | 65mm | ||
| Bato de la maniko de contrapunto | 140mm | ||
| Ĉefa motoro | 4kw | 5.5kw | |
| Pako grandeco: (L xWxH) |
| ||
| Centra distanco 750mm | 2220 x 1150 x 1590mm | ||
| 1000 mm | 2470 x 1150 x 1590mm | ||
| 1500mm | 2970 x 1150 x 1590mm | ||
| Pezo:NW/GW (KG) |
| ||
| Centra distanco750mm | 1400 | 2050 | |
| 1000 mm | 1500 | 2150 | |
| 1500mm | 1650 | 2300 | |
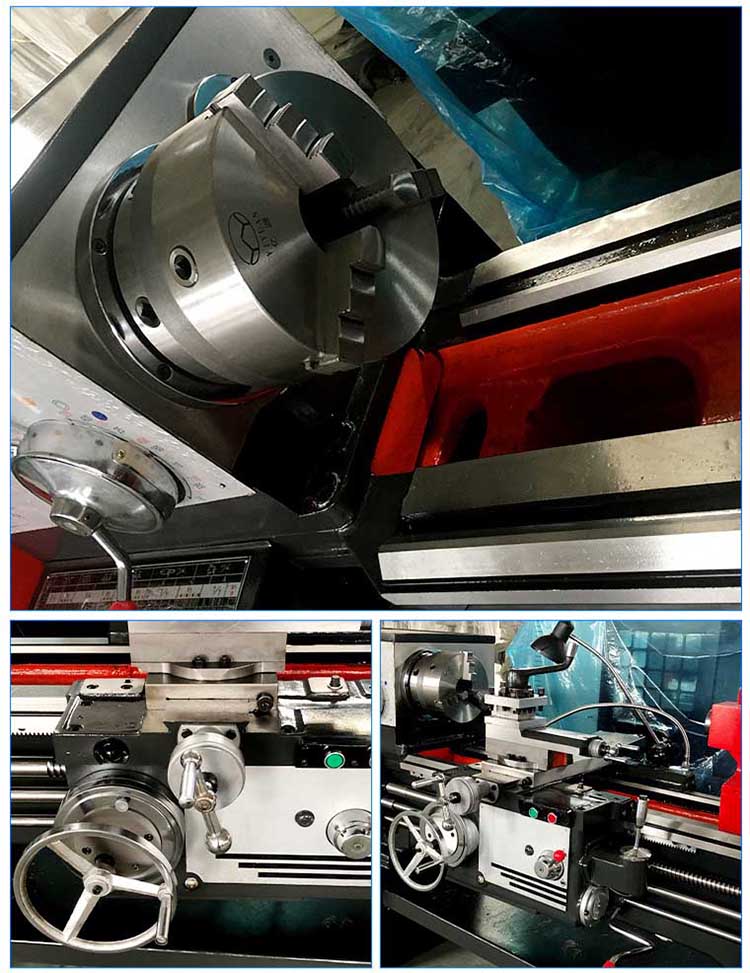
Karakterizaĵo de mana tornilo C6140
Ĝi povas esti uzata por turni cilindrajn kaj konusajn surfacojn, finajn vizaĝojn kaj internajn truojn, kaj ankaŭ diversajn metrikajn kaj colajn fadenojn.
1. Spindle: tra la diametro de 52MM, konforme al la internacia normo ISO-C6;vastigi la amplekson de ŝaftopretigo.
2. Kvadrata tailstock: La tailstock havas rapidan kam-krampaparaton, kiu havas altan laboran efikecon.Estas aparato en la maniko de la borilo por malhelpi la rotacion de la borilo, kiu evitas damaĝon al la mallarĝa truo de la interna truo de la maniko pro la rotacio de la borilo kaŭzita de misfunkciado, kaj efike protektas la komponantojn de la borilo.
3. Gvida fervoja surfaco: adoptas nombra kontrolo super aŭda frekvenco quenching kaj ekstercentra muelanta, kiu havas la avantaĝojn de alta precizeco kaj bona eluziĝo rezisto.
4. La kapa skatolo adoptas Harbin-lagrojn en kompleta aro, kaj la spindelo adoptas Harbin-BEARING-alt-precizecan duoblan pilk-lagro-subtenon por certigi la precizecon kaj stabilecon de la spindelo dum altrapida rotacio, kiu kreas necesajn kondiĉojn por la fabrikado de CNC. torniloj.
5. Chuck: La metala tri-makzelo chuck estas la norma agordo de la tornilo, kaj aliaj chucks povas esti elektitaj, kio estas helpema por streĉi.Objektoj kun malsamaj reguloj estas favoraj al pretigo kaj rapida produktado.
6. La larĝo de la gvida relo estas 400mm, la malfortiga profundo estas 4mm, kaj la eluziĝo-rezisto kaj stabileco estas altaj.

Inspektado antaŭ veturado de ordinara tornilo
1. Aldonu taŭgan grason laŭ la lubrika diagramo de la maŝinilo.
2. Kontrolu, ke ĉiuj elektraj instalaĵoj, teniloj, transmisiaj partoj, protekto kaj limigaj aparatoj estas kompletaj, fidindaj kaj flekseblaj.
3. Ĉiu ilaro devus esti ĉe la nula pozicio, kaj la streĉeco de la zono devas plenumi la postulojn.
4. Ne estas permesite stoki metalajn objektojn rekte sur la lita surfaco por eviti damaĝon al la lita surfaco.
5. La prilaborota laborpeco estas libera de koto kaj sablo por malhelpi koton kaj sablon fali en la kaleŝon kaj difekti la gvidrelon.
6. Malplena prova kuro devas esti efektivigita antaŭ ol la laborpeco ne estas fiksita, kaj la laborpeco povas esti instalita post konfirmi, ke ĉio estas normala.





